Background
In the summer of 2016, one of our large customers challenged us to cut the price of a pull tab application. The part in question is an acetal tab and lever combination, molded over fire-retardant polyester string. After shipment to our customer, the part is connected to an apparatus that, when activated, inflates a life jacket.
Challenge
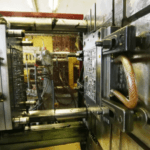
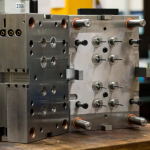
The part is manufactured by injecting Celcom M270 Acetal over string that is pulled taunt in the mold. The mold is a 3-plate, 6-cavity, in-line layout that allows for 18 different gates, two in each tab and one in each lever. 6 spools of string are housed on a tree-like stand on the non-operator side of the press. The strands are weighted so that the string is kept taunt enough to allow for each part in the shot to be molded of identical length. One operator pulls the 6 strands of string though the press ahead of each molding cycle, making sure that the string is taunt and correctly positioned. A second operator then burns off the excess string in between each of the parts, creating individual pull tabs.
Clearly, this process is labor intensive, making automation the obvious solution for cost reduction. The challenge was devising a robotic solution that would grab each part and pull each strand of string through the mold, making sure to set the parts in the correct place in between each molding cycle.
Solution
We partnered with Ranger Automation of Millbury, MA to design and manufacture a cantilever robot with end-of-arm tooling. The base robot was an RTA-300S3 3-axis Servo. While the robot was a stock Ranger Model, the creativity of the solution was in the end-of-arm tooling. 6 pneumatic grippers were designed to grab the tab of the part in a location that then allowed the travel of the robot to move the part away from the knock-out pins of the mold and pull the string through to set up the next shot. Previously, the operator would immediately recognize when a spool of string ran out and would stop the machine. This no longer being possible, we designed a 6-station laser sensor mounted to the back of the press to confirm the presence of 6 streams of string. When a spool is exhausted, the sensor trips an alarm and the machine is stopped.
Results
As expected, the automation solution allowed us to reduce the labor associated with the process by half. It also decreased cycle time by over 5 seconds. Both factors allowed us to trim costs enough to reduce our customer’s price by 16%. This decrease has improved their competitive position and increased their volume.
Next Step
We are currently evaluating additional automation options that would trim the excess string between each part. A robotic arm with a heating element, laser cutters or sharpened cutters are all being considered. To be continued!